فرمول عیار سیگمای ارائه شده توسط جیمز اُ. وستگارد اشتباه نیست!
حسن بیات، استن وستگارد
توضیح: متن زیر ترجمه پوستری است که در کنگره سالانه سال 2022 انجمن شیمی بالینی امریکا (AACC) ارائه شده است.
مقدمه
شش سیگما، به عنوان یک تکنیک پایش و مدیریت فرآیند، چند دهه پیش در شرکتهای موتورولا و جنرال الکتریک آغاز شد و متعاقباً در فعالیتهای صنعتی [1] و غیرصنعتی مختلفی پذیرفته شد. شش سیگما اساساً در باره تعداد نقائص یا محصولات غیرقابل قبول است. نقائص به محصولاتی گفته میشود که از مرزهای تحمل بیرون میافتند؛ بنا بر این «هدف فنی شش سیگما این است که تغییرپذیری (variation) فرآیند را تا حدی کاهش دهد که تعداد محصول غیر قابل قبول بیشتر از 3 نقص در یک میلیون قطعه نباشد» [2]. در آزمایشگاه پزشکی، منظور از نقص، جوابی است که از محدوده تحمل [خطای کل مجاز allowable total error (TEa)] در پیرامون مقدار هدف بیرون میافتد. اولین مقاله در ارتباط با کاربرد شش سیگما در آزمایشگاههای پزشکی در سال 2003 منتشر شد [3].
تلاش شش سیگما بر آن است که با ایجاد «یک زبان مشترک و یک رویکرد مشترک به حل مشکل» نرخ نقص را کاهش دهد [2]. عیار سیگما Sigma Metric (SM) یک مفهوم مرکزی در این «زبان مشترک» است که «ویژگیهای عملکردی (عدم صحت و عدم دقت) را به مرزهای تحمل مرتبط میسازد و از این راه سنجهای برای ارائه نرخ نقص فراهم میکند. جیمز اُ. وستگارد فرمول صنعتی عیار سیگما را به فرمولی مناسب برای آزمایشگاه پزشکی تبدیل کرد:
Sigma-metric = (TEa-|Bias|)/SD
طی چند سال اخیر، مقالات اندکی به فرمول عیار سیگمای وستگارد خرده گرفتهاند. ایراد عمده طرح شده در این مقالات این است که عدم صحت نباید در محاسبه SM دخیل شود [7-5]. یک مقاله اخیر [5] با نسبت دادن ادعای خود به رویکرد صنعتی به شش سیگما، فرمول زیر را برای عیار سیگما ارائه میکند:
Sigma-metric = TL/SD
که در آن TL مخفف tolerance limit است. چون نویسنده این فرمول را معادله «اصیل» میخواند و آن را به کتاب Warren Brussee در باره شش سیگما (منبع 2) استناد میدهد، ما کتاب وارن بروزی را بررسی کردیم تا دریابیم (الف) آیا در رویکرد صنعتی، عدم صحت در معادله عیار سیگما وجود ندارد؟ و (ب) آیا فرمول وستگارد برای SM با فرمول صنعتی تفاوت دارد؟
روش
ما منبع 2 را مرور کردیم تا دریابیم (الف) تعریف عدم صحت چیست؟ (ب) در حوزه صنعتی با عدم صحت چگونه رفتار میشود؟ و (پ) آیا فرمول صنعتی عیار سیگما را میشود به فرمول عیار سیگمای وستگارد تبدیل کرد؟
نتایج
در کتاب و. بروزی، عدم صحت (در کنار عدم دقت) یک عامل مهم در تعیین تعداد نقص به شمار میرود. اهمیت عدم صحت در سمت صنعتی را میتوان به روشنی از تعریف درستی accuracy [راستی trueness] در این کتاب دریافت: «درستی، یک مفهوم اندازهگیری است که درست بودن خوانش متوسط را در نظر میگیرد و نشاندهنده این است که متوسط اندازهگیریها تا چه اندازه با یک مقدار حقیقی true value همخوانی دارد.»
در کتاب و. بروزی توصیفها و مثالهای کاملی در باره عدم صحت ارائه شده است (در این کتاب برای عدم صحت از عنوان “خارج از مرکز” off-center استفاده میشود)؛ مثلاً: «به دو دلیل ممکن است اندازه ساچمهها از اندازه هدف 1.000 اینچ متفاوت باشد. اول، قطر متوسط این 50 ساچمه دقیقاً 1.000 اینچ نخواهد بود. اختلاف قطر متوسط از 1.000 اینچ به این دلیل است که فرآیند تولید ساچمهها خارج از مرکز است. دوم، اندازه ساچمهها پیرامون قطر متوسط پراکنده خواهد بود [یعنی عدم دقت].»
علاوه بر این، این کتاب اذعان دارد که در دنیای واقعی همیشه نمیتوان عدم صحت را کاملاً برطرف کرد؛ مثلاً: «بیایید مسئله قبلی را دوباره تغییر دهیم تا “واقعیتر” بشود. پس از انجام اقدام اصلاحی… اکنون قطر متوسط میلهها 1.005 اینچ است… که دقیقاً منطبق بر مقدار هدف 1.000 اینچ نیست.»
بنا بر این، این کتاب دستوراتی را ارائه میکند برای این که چگونه باید عدم صحت باقیمانده را در محاسبات وارد کرد.
رویکرد این کتاب برای محاسبه نرخ نقص مبتنی است بر دو عنصر: مقدار هدف Target Value (TV) و انحراف مجاز از مقدار هدف Allowable Deviation (AD). به ترتیب با کم کردن AD از TV و افزودن AD به TV، مرز الزام پائین Lower Specification Limit (LSL) و مرز الزام بالا Upper Specification Limit (USL) تعیین میشود:
LSL = TV – AD
USL = TV + AD
آن دسته از نتایج فرآیند که درون مرزهای الزام یا مرزهای تحمل tolerance limits (TLs) میافتد محصولات قابل قبول (کاملها) هستند و بر عکس، آنهایی که بیرون از TLها میافتد محصولات غیر قابل قبول (ناقصها) هستند، بنا بر این، قابل قبول بودن عملکرد بر اساس «عدم تطابق ناشی از برآیند خارج از مرکز بودن [عدم صحت] و تغییرپذیری [عدم دقت] فرآیند تولید ساچمهها…در مقایسه با نیازهای مشتری» تعیین میشود. دستور این کتاب برای این که معیاری برای این “عدم تطابق” یا نرخ نقص داشته باشیم این است که «میانگینی را که حساب کردهاید از نزدیکترین مرز الزام کم کنید. نتیجه را بر سیگما [انحراف معیار] تقسیم کنید تا تعداد سیگماهایی را که در این فاصله جا میگیرد به دست آورید. این عدد نشان میدهد که هنگامی که فرآیند تحت کنترل است چقدر خوب عمل میکند.» “این عدد” در این تعریف، همان عیار سیگمای وستگارد است.
بحث
اهمیت عدم صحت در رویکرد صنعتی به شش سیگما
در کتاب و. بروزی، عدم صحت و عدم دقت عواملی هستند که نرخ نقص را تعیین میکنند و بنا بر این هر دو در محاسبه معیاری که نماینده نرخ خطا است گنجانیده شدهاند.
در حالی که دستور کتاب و. بروزی برای دخیل کردن عدم صحت در محاسبه SM این است که «میانگینی را که حساب کردهاید از نزدیکترین مرز الزام کم کنید» (یعنی، رفتار با عدم صحت به عنوان یک پارامتر خطی)، نویسنده منبع [5] با ارجاع به کتاب و. بروزی مدعی میشود که «معادله اصیل SM عدم صحت را به شکل یک پارامتر خطی در برندارد».
منبع [5] میافزاید «به آسانی نمیشود عدم صحت واقعی را محاسبه و پایش کرد»، در حالی که و. بروزی اظهار میکند که برای محاسبه عدم صحت (در مقایسه با محاسبه عدم دقت) «حجم کارهای مربوط به فرآیند نمونهگیری و دادههای ارزشمند کمتر است» [2]. در این مورد هم شاهد یک تضاد آشکار بین ادعای منبع [5] و رویکرد واقعی صنعتی هستیم.
همخوانی فرمول عیار سیگمای وستگارد با رویکرد صنعتی
ما این دستور را که «میانگینی را که محاسبه کردهاید از نزدیکترین مرز الزام کم کنید. نتیجه را بر سیگما تقسیم کنید» طبق آنچه در پی میآید به یک فرمول تبدیل میکنیم. بر اساس شکل (1) و با فرض یک عدم صحت مثبت و استفاده از نشانه NstSL برای «نزدیکترین مرز الزام»:
Sigma-metric = (NstSL – Avg.)/SD معادله (1)
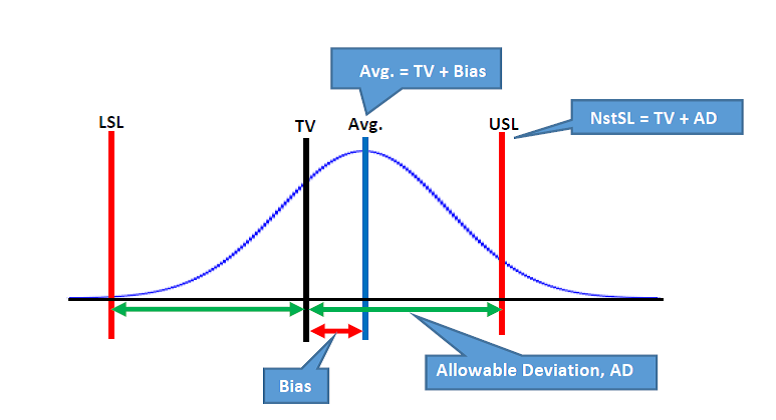
شکل 1 – یک فرآیند با عدم صحت مثبت برای نشان دادن رابطه بین اجزای مختلف
حال با استفاده از شکل 1 مقادیر مناسب را جایگزین NstSL و Avg. در معادله 1 میکنیم:
Sigma-metric = (NstSL – Avg.)/SD
Sigma-metric = [(TV + AD) – (TV + Bias)]/SD
Sigma-metric = (AD – bias)/SD معادله (2)
در آزمایشگاه پزشکی، به طور سنتی AD خطای کل مجاز TEa نامیده میشود؛ بنا بر این با جایگزین کردن AD در معادله 2 با TEa، معادله 3 به دست میآید:
Sigma-metric = (TEa – bias)/SD معادله (3)
سپس واژه Bias را درون نشانه قدر مطلق میگذاریم تا معادلهای کلی برای عدم صحتهای مثبت و منفی به دست آید:
Sigma-metric = (TEa – |bias|)/SD معادله (4)
واضح است که معادله (4) که از دستور کتاب و. بروزی به دست میآید همان معادله عیار سیگمای وستگارد است.
در حالی که کتاب و. بروزی به روشنی تعداد SDهای موجود در فاصله «میانگین تا نزدیکترین مرز الزام» را معیاری میداند که «نشان میدهد فرآیند چقدر خوب کار میکند»، منبع [5] یک تعریف ناقص شده از عیار سیگما به صورت «تعداد SDها از هدف [نه میانگین] تا ULS یا LLS» ارائه و آن را به این کتاب ارجاع میدهد.
با در نظر داشتن این که «تلاش روششناسی شش سیگما بر آن است که تأثیر کلی خارج از مرکز بودن فرآیند [عدم صحت] و تغییرپذیری فرآیند [عدم دقت] را در مقایسه با نیاز (تحمل) کم بکند» [2]، واضح است که فرمول عیار سیگمای “تهی از عدم صحت” که در منبع [5] ارائه شده است با رویکرد صنعتی همخوانی ندارد، در حالی که فرمول عیار سیگمای وستگارد با لحاظ کردن «تأثیر کلی ناشی از عدم صحت و عدم دقت» کاملاً با رویکرد صنعتی همخوانی دارد.
نتیجه
بررسی کتاب و. بروزی در باره شش سیگما [2]، یعنی همان کتابی در انتقاد از رویکرد وستگارد به آن استناد شده است [5]، روشن میکند که بر خلاف ادعاهای مطرح شده، در رویکرد صنعتی به شش سیگما، عدم صحت از محاسبات حذف نشده است. علاوه بر این، فرمول معرفی شده توسط وستگارد برای عیار سیگما [4] کاملاً با دستور این کتاب همخوانی دارد. نکته حائز اهمیت این است که معادله “تهی از عدم صحت” به شکل “SM = TL/SD” که در منبع [5] ارائه شده است نه در این کتاب وجود دارد و نه با رویکرد کلی و دستور ارائه شده در این کتاب همخوانی دارد.
همچنین، سایر ادعاهای مطرح شده در رابطه با عدم صحت که به رویکرد صنعتی استناد داده شده است (شامل عدم برخورد با عدم صحت به صورت یک پارامتر خطی و عملی نبودن پایش و محاسبه عدم صحت) توسط آموزههای کتاب و. بروزی تأیید نمیشود.
منابع:
1) Harry M, Schroeder R, eds. Six Sigma. The breakthrough management strategy revolutionizing the world’s top corporations. 1st ed.New York:Currency;2000.
2) BrusseeW. Statistics for Six Sigma made easy. New York: McGraw-Hill; 2004’
3) NevalainenD, BerteL, Kraft C, Leigh E, PicasoL, Morgan T. Evaluating laboratory performance on quality indicators with the six sigma scale. Arch PatholLab Med 2000;124:516-9.
4) Westgard JO, Six Sigma Quality Design and Control, 2ndEdition, Westgard QC, Inc. Madison, WI 2006..
5) Abdurrahman Coskun. Wrong Sigma metric causes chaos. J Med Lab, 2022. https://doi.org/10.1515/labmed-2022-0003.
6)WytzeP. Oosterhuis, Abdurrahman Coskun. Sigma metrics in laboratory medicine revisited: We are on the right road with the wrong map. BiochemMed (Zagreb) 2018;28(2). https://doi.org/10.11613/BM.2018.020503
7) Abdurrahman Coskun, Mustafa Serteser, Ibrahim Ünsal. Sigma metric revisited: True known mistakes. BiochemMed (Zagreb) 2019;29(1). https://doi.org/10.11613/BM.2019.010902
https://www.investopedia.com/terms/s/six-sigma.asp
برای دانلود فایل pdf بر روی لینک زیر کلیک کنید
ورود / ثبت نام